圣安机械精密挤出设备专属定制——24H在线提供全套服务
24小时咨询热线:13926896675

挤出机的挤出方法一般指的是在200度左右的高温下使塑料熔解,熔解的塑料再通过模具时形成所需要的形状。挤出成型要求具备对塑料特性的深刻理解和模具设计的丰富经验、是一种技术要求较高的成型方法。挤出成型是在挤出机中通过加热、加压而使物料以流动状态连续通过口模成型的方法,也称为“挤塑”。与其他成型方法相比,具有效率高、单位成本低的优点。
挤出法主要用于热塑性塑料的成型,也可用于某些热固性塑料。挤出的制品都是连续的型材,如管、棒、丝、板、薄膜、电线电缆包覆层等。此外,还可用于塑料的混合、塑化造粒、着色、掺合等。
挤出的产品可称为“型材”,由于横截面形状大多不规则,因此又称为“异型材”。
挤出机的原理及构成:
原料粉末里添加水或适当的液体,并进行不断的搅拌。将搅拌好的材料,用高挤出压力从多孔机头或金属网挤出。通常是把材料放入圆筒形容器以后,用螺杆挤出材料。在使用变频技术以后,可对压力进行控制,从而可以选择合适的线性速度。
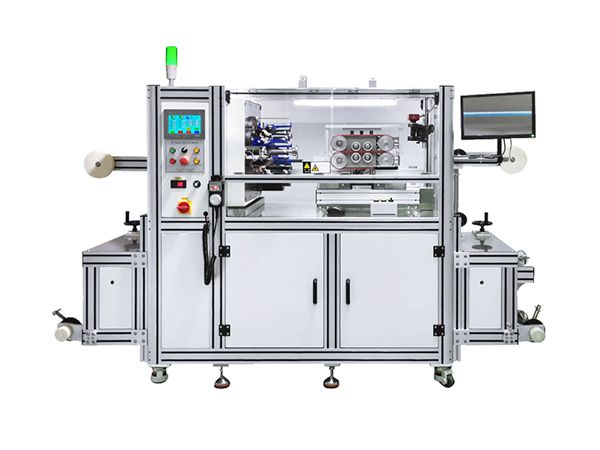
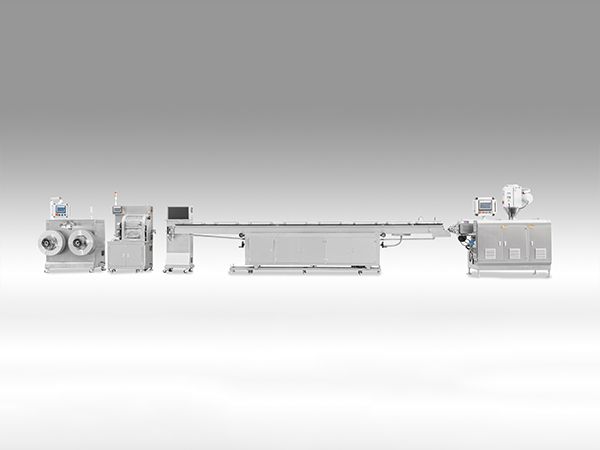
V2对挤出机控制原理图 挤出成型设备的组成部分 一台挤出设备通常由主机(挤出机)、辅机及其控制系统组成。通常这些组成部分统称为挤出机组。
一台挤出机主机由挤压、传动、加热冷却三部分系统组成。
挤压系统主要由螺杆和机桶组成,是挤出机的关键部分; 传动系统中起作用是驱动螺杆,要保证螺杆在工作过程中具备所需要的扭矩和转速;加热冷却系统主要来保证物料和挤压系统在成型加工中的温度控制。辅机 挤出设备的辅机的组成根据制品的种类而定。
一般说来,辅机由剂透定型装置、冷却装置、牵引装置、切割装置以及制品的卷取或堆放装置等部分组成。控制系统 挤出机的控制系统主要由电器、仪表和执行机构组成,其主要作用为控制主、辅机的拖动电机,满足工艺要求所需的转速和功率,并保证主、辅机能协调地运行。
控制主、辅机的温度、压力、流量和制品的质量。陶瓷挤出机实现整个机组的自动控制。V2系列变频器在挤出机的应用 V2变频器用于挤出设备,有高质量的运行特性,这是因矢量控制型变频器本身可提供的良好的产品性能决定的。快速处理器提供更高频率响应 V2变频器内32位处理器,提供高控制精度、快响应频率及好的动性能。