圣安机械精密挤出设备专属定制——24H在线提供全套服务
24小时咨询热线:13926896675

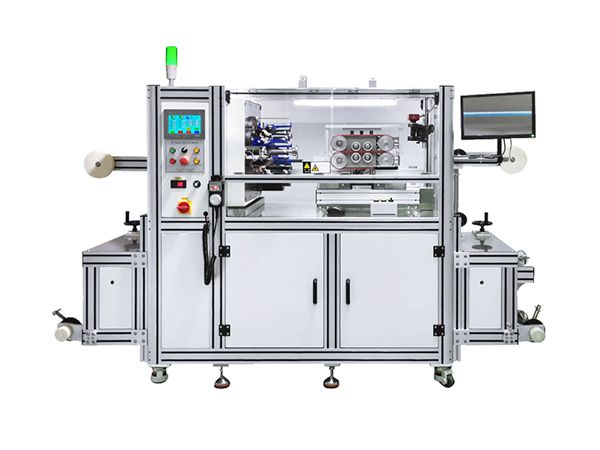
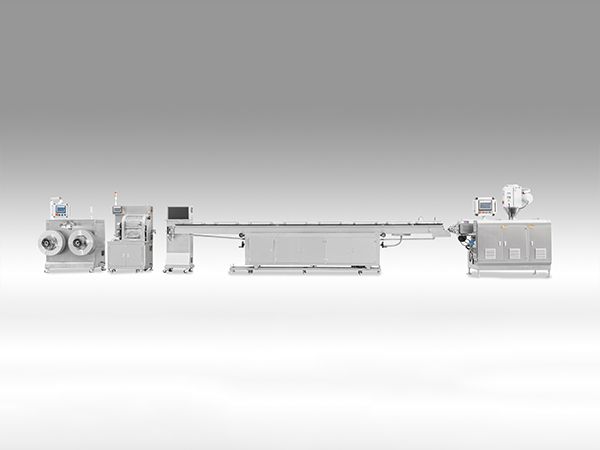
PVC管材生产线挤出机故障原因分析: 主机电流不稳 1、生产原因: (1)喂料不均匀。 (2)主电机轴承损坏或润滑不良。 (3)某段加热器失灵,不加热。 (4)螺杆调整垫不对,或相位不对,元件干涉。 2、处理方法: (1)检查喂料机,排除故障。 (2)检修主电机,必要时更换轴承。 (3)检查各加热器是否正常工作,必要时更换加热器。 (4)检查调整垫,拉出螺杆检查螺杆有无干涉现象。 主机不能启动 1、产生原因: (1)开车程序有错。 (2)主电机线程有问题,熔断丝是否被烧环。 (3)与主电机相关的连锁装置起作用 2、处理方法: (1)检查程序,按正确开车顺序重新开车。 (2)检查主电机电路。 (3)检查润滑油泵是否启动,检查与主电机相关的连锁装置的状态。油泵不开,电机无法打开。 (4)变频器感应电未放完,关闭总电源等待5分钟以后再启动。 (5)检查紧急按钮是否复位。 机头出料不畅或赌赛 1、产生原因: (1)加热器某段不工作,物料塑化不良。 (2)操作温度设定偏低,或塑料的分子量分布宽,不稳定。 (3)可能有不容易熔化的异物。 2、处理方法: (1)检查加热器,必要时更换。 (2)核实各段设定温度,必要时与工艺员协商,提高温度设定值。 (3)清理检查挤压系统及机头