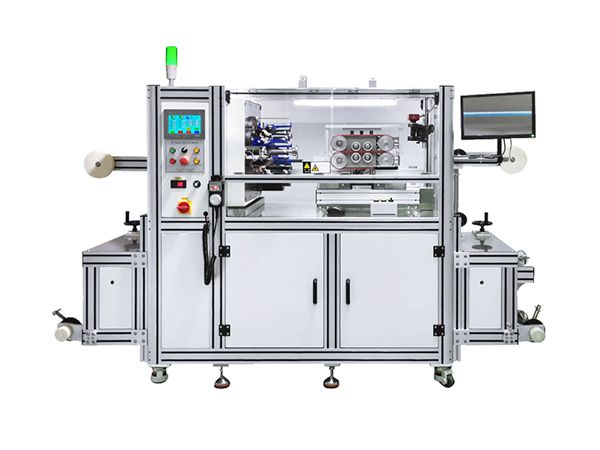
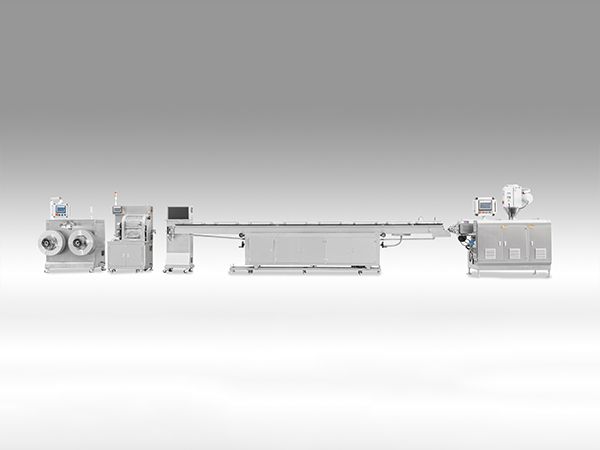
圣安机械精密挤出设备专属定制——24H在线提供全套服务
24小时咨询热线:13926896675

橡胶挤出机维护保养:
①机头应组装在一起,并整体安装在挤出机上。
②在组装机头之前,请擦去存放期间涂上的油脂,仔细检查型腔表面是否有擦伤,刮伤和锈斑,进行必要的抛光,然后在流道表面上涂一层硅油。
③按顺序组装机头板,在螺栓的螺纹上涂上高温油脂,然后拧紧螺栓和法兰。
④将穿孔板放在机头的法兰之间,以确保穿孔板被紧紧地压紧而不会溢出。
⑤在不拧紧模头与挤出机之间的连接法兰的紧固螺栓之前,应调整模头的水平位置。 方形模头可以水平调整,而圆形模头应基于最终模型的底面。 模具的底部被拉平。
⑥拧紧连接法兰螺栓,拧紧机头紧固螺栓,安装加热环和热电偶,注意加热环要靠近机头外表面。
⑦安装定径套筒并将其调整到位,检查主机,定径套筒和拖拉机的中心线是否对齐。 调整后,拧紧固定螺栓。 连接上浆管的水管和真空管。
⑧打开加热电源以均匀加热机头和气缸。 同时打开料斗底部的冷却水,齿轮箱和排气真空泵的进气阀。 加热时,先将各部分的温度调节至140°C,然后将温度升高至140°C,将温度保持30-40min,然后将温度升高至正常生产期间的温度。